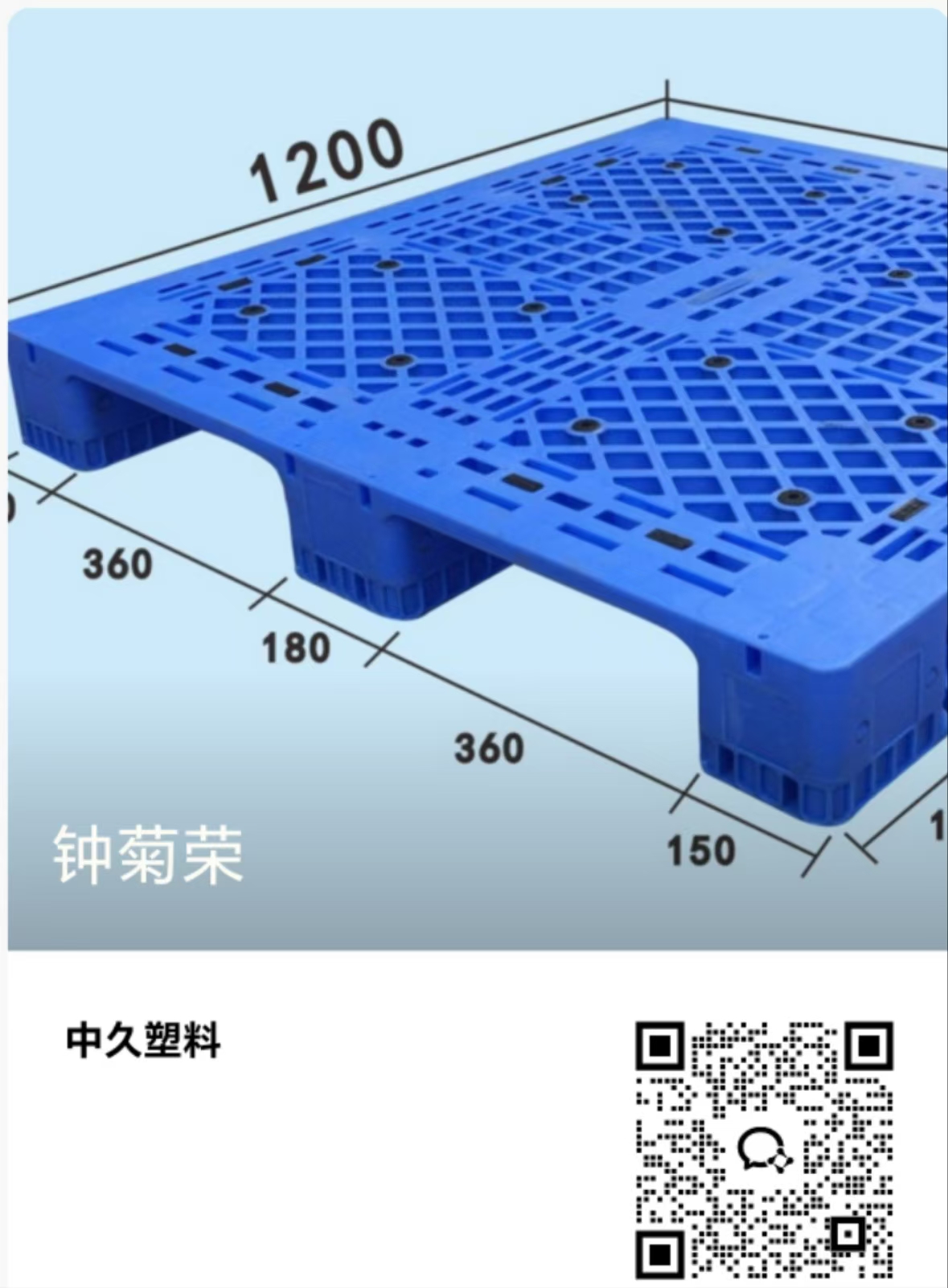

模壓工業托盤是刨(páo)花模壓製品中重要的一類,主要用於碼頭、貨場、倉庫、車間、商場等地搬運、貯存貨物(wù),它與貨物形(xíng)成一個移動單元(yuán)或搬運單元,與叉車、搬運車、起重機等配合使用。工業托(tuō)盤一般規(guī)格為400 mm ~600 mm,600mm~800mm,
800mm~1000mm,1000mm~1200mm,1100mm~1100mm。動態承載能力從(cóng)250kg~1500kg,托盤自重10kg~20kg,托盤的弧形邊緣、槽形梁和巧妙的完美的加強筋設計,使得載重係(xì)數高達80(動載)。刨花(huā)模壓工業托盤為異形,等強度薄殼構件,自重輕,強度大,其承載量與自重比(載重量(liàng))高達60~80(動載)和200~300(靜載)。
1、托盤生產的工藝原理
將細(xì)碎(suì)木片先經148℃~138℃從高溫到低溫進行蒸汽幹燥,熱處理時間30min,然後與熱固性(xìng)樹脂混(hún)合,置(zhì)於220℃條件下進行模壓成型,壓力為1400psi或98kg/cm3。在這個過程中托(tuō)盤的內部溫度達105℃,並保持托盤內部溫度(dù)超過56℃的時間在30min以上(shàng),產品(pǐn)最後的含水率不(bú)超過9%。
整個生產過程是在高溫、高壓下進(jìn)行的,殺滅殘留在(zài)木材中的任何昆蟲和真菌,同時由(yóu)於所生產的木質產品密度高,可以防止任何其(qí)它昆蟲的(de)重新繁殖和重新侵(qīn)入。這種模壓製品是最新的“人造木製包裝材料”而(ér)不是傳統的“實木包裝材料”,其產品不再(zài)需要進行防蟲處理,製品中沒有任何活的(de)昆蟲(chóng),符合ISPM15(Insternational Standard
for Phytosanitary Measures 15)對出口木材包裝製品的需求,並經(jīng)過(guò)各種使用壽命的循(xún)環疲勞試驗,不需進行任何特殊處理,就可以與貨物一起運往其它國家(jiā)。
2、模壓托盤的(de)生產工藝(yì)
(1)、原(yuán)料和刨花製備:采用(yòng)輕質木材(密度(dù)大托盤自重增(zēng)加),刨花形態,一般長(zhǎng)50mm,寬10-20mm,厚0.5mm左右(yòu)。將(jiāng)小徑木、枝椏材或木材(cái)加工剩餘物應清(qīng)除塵土,並嚴格控製樹皮含量,不得超過5%以保證良好的刨花(huā)形態,刨花厚(hòu)度0.3~0.5mm 為上品。木片經磁選後送入雙(shuāng)鼓輪刨片機加工(gōng)成刨花,然後送入幹燥機,刨花幹燥後的含水率要(yào)控(kòng)製在2~3%的範圍內。小刨花及(jí)不合格的過大刨花需經分(fèn)選除去。
(2)、拌膠:為防(fáng)止刨花破碎,不宜用高速拌膠機,一般用滾筒拌膠(jiāo)機,可設兩(liǎng)個噴霧係統,以便施加不宜混合在一起(qǐ)的兩個膠(jiāo)種。一般異氰酸脂和脲醛樹脂混合、或酚醛樹脂與三聚(jù)氰(qíng)胺樹脂,施膠量為2%-15%,一般為4%-10%。經(jīng)計量後(hòu)的刨(páo)花(huā)與定量的脲醛樹脂同時送(sòng)入拌膠機(jī),混合均勻後的刨花含水率,應控製在8~10%的範圍內。
(3)、鋪裝及熱壓:采用專(zhuān)用設備,鋪(pù)裝分兩次進行,先(xiān)鋪托盤腳並預壓,再鋪托(tuō)盤的平麵部分。有些淺腳托盤(pán)也可以(yǐ)一次鋪(pù)裝。凸模固定在熱壓機上部活動(dòng)橫梁上(shàng),凹模則(zé)往返於(yú)熱壓機和鋪裝機之間,放置熱(rè)壓機下部工作台上,有專用脫模裝置。將拌(bàn)膠(jiāo)刨花鋪裝在模具內,進行預壓、熱(rè)壓待(dài)樹脂(zhī)完全固化後即可起模。先將施膠後的刨花,定量鋪入金屬(shǔ)模中冷壓預成型。再置於熱壓機中加壓成型。
(4)、整邊:主要為切邊,即除去製品邊緣多餘的飛邊。